


在云南中烟工业有限责任公司下属红塔烟草(集团)有限责任公司昭通卷烟厂(以下简称“昭通卷烟厂”)动力车间,25t/h燃气锅炉的轰鸣声日夜不息。这台为全厂生产线提供蒸汽动力的“心脏”,每年需经历多次维护检修,以确保安全平稳运行。然而,2024年冬季的一次例行检修,却因12颗小小的螺丝,引发了一场关于技术创新与工匠精神的“极限对话”。
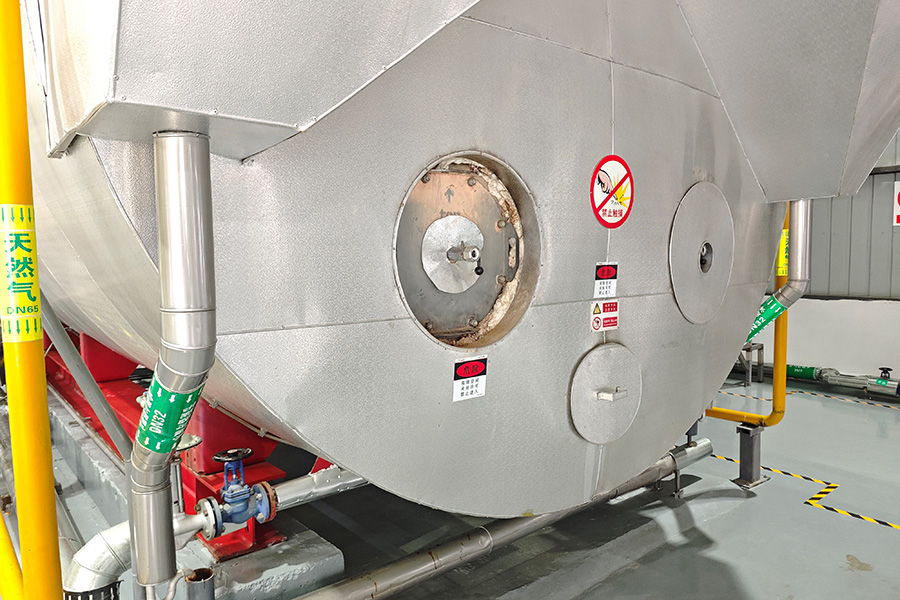
燃气锅炉检修口“人孔”(资料图)。
锅炉检修口“人孔”长宽近一米,平时由12颗M12螺丝紧固封闭。,这些看似普通的螺丝,却历经5年高温炙烤与频繁拆装,螺纹已严重磨损,成为修理工们眼中的“硬骨头”。在最近一次检修中,5名修理工耗时7小时才完成内部检修任务,其中仅拆卸这12颗螺丝就占用了大半时间。“准备和收尾比检修还费劲!”一位修理工擦着汗感叹道。
问题症结在于空间与工具的“双重枷锁”。传统套丝工具需要至少15cm的操作半径,而锅炉保温层加装后,“人孔”盖板周围仅剩5cm的狭窄间隙。,常规工具不仅转动受限,稍不留神还会导致螺丝咬死,一旦滑丝或断裂,可能酿成停产事故。修理工李章金凝视着这5cm的缝隙,意识到这是一场工具与钢铁的“无声较量”,更是对传统检修方式的严峻挑战。

李章金对工具进行调试改造(资料图)。
面对这一难题,李章金带领团队展开技术攻关。首次尝试中,他们截短工具手柄以适配狭窄空间,却因力矩不足导致螺纹修复失败;改用轻质铝合金材料后,又因耐温性差引发螺纹错位。接连受挫并未让团队退缩,反而激发了更深入的思考:如何在有限空间内兼顾强度、精度与操作性?
转机出现在第五次方案迭代。团队创新设计出30cm长、2.8mm厚的钢制套筒,一端焊接180度对称分布的螺纹凹槽作为加力杆“地基”,另一端用四颗高强螺钉锁死板牙,既确保受力均匀,又实现快速拆换。当改良工具首次在5cm间隙中流畅旋转时,金属摩擦发出的蜂鸣声让在场所有人振奋——有修理工笑称:“这是钢铁在为我们唱歌!”。

常规套丝工具(左)与创新改进后的套丝工具(右)对比(资料图)。
首战告捷后,李章金团队并未止步。他们以核心工具为蓝本,开发出磁性快换系统,支持六种规格板牙的快速切换;可伸缩加力杆的加入,更让工具适应管道法兰、阀门等多种复杂场景。近期一次蒸汽阀法兰滑丝抢修中,团队直接在现场攻出新螺纹,避免了整条管道拆卸,大大地缩短了抢修时间。
李章金对周围的同事说:“流水线是冰冷的,但解决问题需要热思考。”如今,锅炉依旧吞吐热浪,而工具柜中那套带着使用痕迹的改进工具,正静静等待下一次与钢铁的“对话”。(完)